

Descripción
Aplicaciones Principales
La bomba centrífuga química IH es ideal para:
-
Industria química y petroquímica
-
Procesamiento de compuestos orgánicos
-
Manipulación de ácidos y álcalis
-
Plantas de tratamiento de productos corrosivos
-
Industria farmacéutica y laboratorios
-
Líneas de alimentación química (chemical feed)
-
Sistemas de transferencia de solventes
-
Plantas de fabricación industrial y galvanizado
Su diseño la hace especialmente adecuada para entornos donde se requiere máxima seguridad y resistencia a líquidos agresivos.
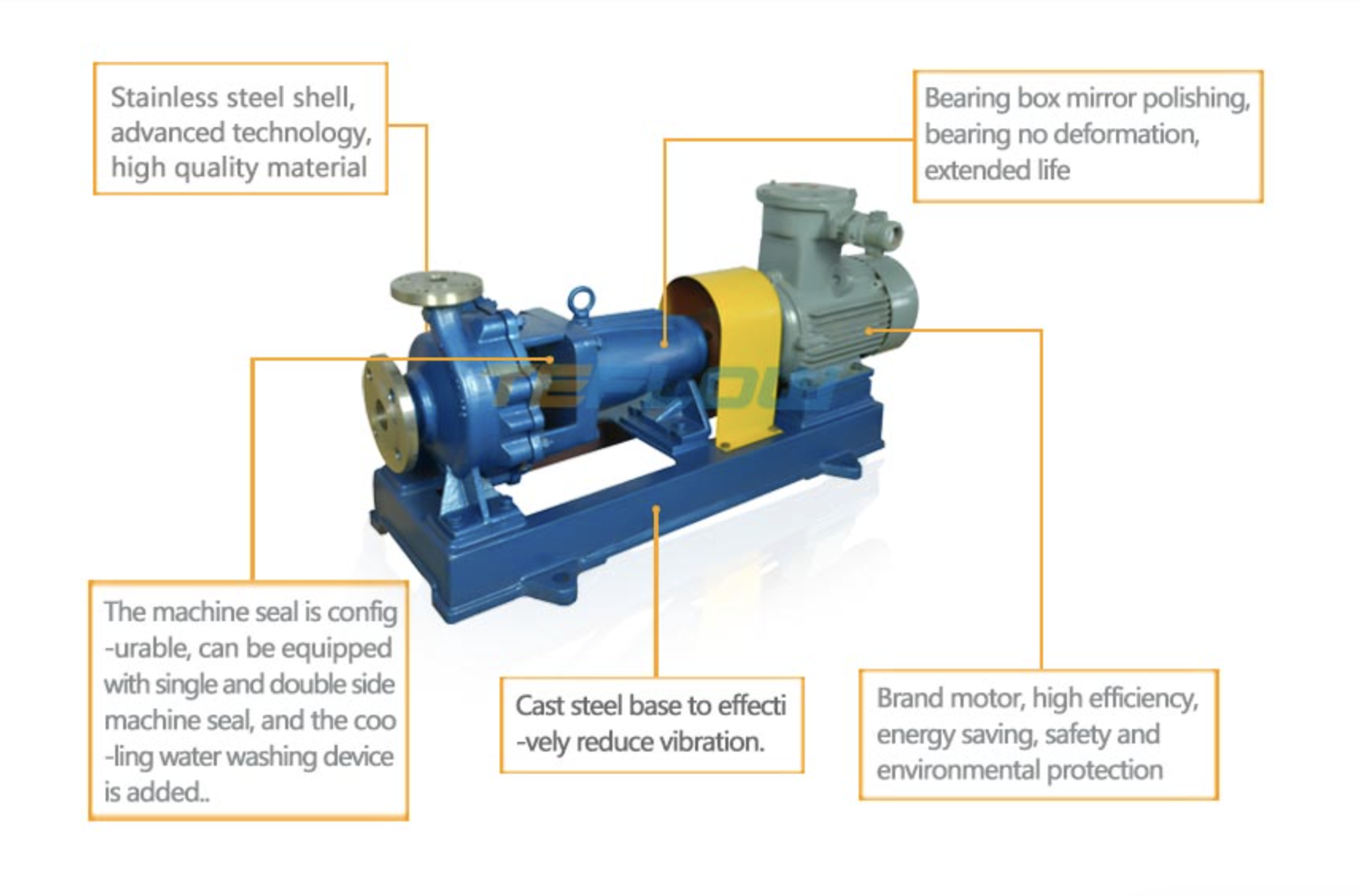
Características Técnicas Destacadas
✔ Partes de desbordamiento en acero inoxidable
Fabricadas en SS304 o SS316L, ofreciendo:
-
Alta resistencia a la corrosión
-
Estabilidad química ante ácidos y álcalis
-
Mayor vida útil incluso en entornos extremamente corrosivos
✔ Nuevo sellado mecánico de última generación
La bomba puede configurarse con:
-
Sello mecánico simple (single)
-
Sello mecánico doble (double)
-
Sistema de limpieza y enfriamiento por agua
Esto garantiza un funcionamiento seguro y sin fugas, especialmente en medios peligrosos o reactivos.
✔ Excelente rendimiento hidráulico
Diseñada para funcionar de manera estable en aplicaciones continuas con alta precisión de caudal y presión.
Parámetros Técnicos
-
Caudal: 4 m³/h – 400 m³/h
-
Altura de elevación: 15 m – 125 m (equivalente a 1.5 bar – 12.5 bar)
-
Material: Acero inoxidable SS304 / SS316L
-
Tipo: Bomba centrífuga de una sola etapa
-
Medios adecuados:
-
Lejías
-
Solventes orgánicos
-
Ácidos orgánicos e inorgánicos
-
Líquidos químicos ácido-base
-
Productos corrosivos diversos
-
Ventajas de la Bomba IH
-
Alta durabilidad en medios químicos agresivos
-
Resistencia superior a la oxidación y corrosión
-
Operación estable y silenciosa
-
Mantenimiento sencillo y económico
-
Compatible con líneas de alimentación química y procesos industriales críticos
-
Versión configurable con sello simple o doble según los requisitos del proceso



